
Injection molding lifters and sliders play a crucial role in achieving intricate and complex molded parts. These mechanical components are designed to aid in the ejection of molded products from the mold cavity, ensuring smooth and efficient production processes. Injection molding lifters are indispensable when it comes to creating designs with undercuts, threads, and other intricate features that cannot be demolded using conventional techniques.
The significance of lifters lies in their ability to unlock design possibilities and push the boundaries of what can be achieved through injection molding. It allows engineers and manufacturers to create innovative products with intricate details, textures, and shapes that meet the most demanding industry requirements. As we delve into the world of injection molding lifters, we’ll uncover their functionalities and explore the various types that enable the creation of visually appealing and highly functional molded parts. Let’s embark on this journey to discover the key to unlocking the potential of injection molding through lifters.
Understanding Injection Molding Lifters
What Is Injection Molding Lifter?
An injection molding lifter is a mechanical component used in injection molds to facilitate the ejection of molded parts with complex undercuts or features. It is designed to move vertically within the mold cavity, lifting specific parts of the molded product off the core side of the mold. By doing so, the lifter allows the product to be easily ejected from the mold, overcoming the challenges posed by intricate designs that prevent straightforward demolding.
Advantages of Injection Molding Lifter
Complex Part Design:
Lifter allows the production of intricate parts with undercuts and internal features, expanding design possibilities.
Reduced Part Ejection Issues:
Core pull reduces the risk of part damage during ejection, leading to better part quality.
Increased Efficiency:
Lifter facilitates the manufacturing of multiple parts in a single mold, improving production efficiency.
Cost-Effectiveness:
Using lifters can reduce the need for secondary operations, saving time and cost.
Versatility:
Core pull enables the molding of various parts with varying geometries, providing versatility in production.
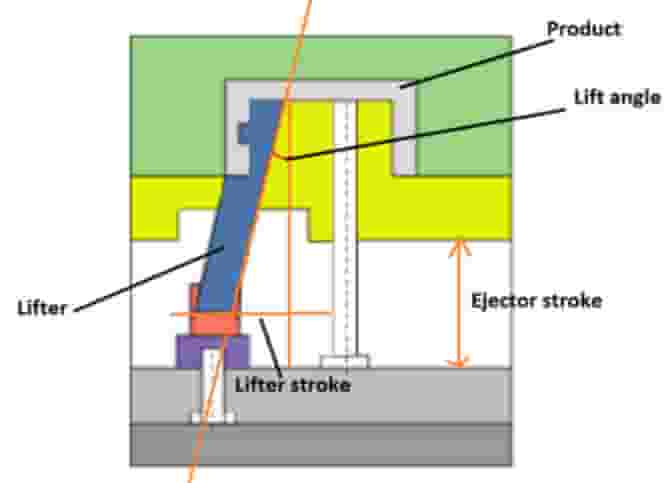
Injection Molding Lifters Working Principle
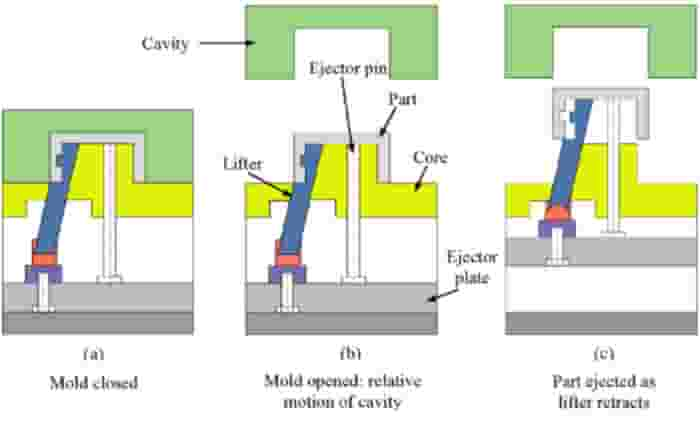
An injection molding lifter, also known as a side-action, is a mechanical device used to facilitate the ejection of complex or undercut features in an injection-molded part. It works by moving perpendicular to the direction of the mold opening to free the molded part from the mold core or cavity. Here’s how the injection molding lifter works:
Mold Closing:
During the injection molding process, the mold closes, and the molten plastic is injected into the mold cavity.
Cooling and Solidification:
The plastic material inside the mold cools and solidifies, taking the shape of the mold cavity.
Mold Opening:
Once the plastic has solidified, the mold opens to release the molded part. However, in the case of complex geometries or undercut features, the molded part may get stuck to the mold core or cavity.
Lifter Activation:
To overcome this issue, lifters are utilized. When the mold partially opens, the lifters are engaged. They move laterally, perpendicular to the mold opening direction, and push against the undercut features or parting line of the molded part.
Part Release:
By pushing against the undercuts, the lifters free the molded part from the mold core or cavity, allowing it to be easily ejected from the mold.
Ejection:
Once the lifter has released the molded part, the mold fully opens, and the part is ejected from the mold using ejection pins or systems.
By incorporating lifters in the mold design, manufacturers can successfully produce complex and intricate parts, ensuring smooth ejection and preventing damage to the finished products.
Types of Injection Molding Lifters
Various types of lifters and sliders are employed in injection molding to address different design complexities and achieve efficient part ejection. Some common types include:
Straight Lifters: Simple vertical lifters used to release parts with straightforward undercuts.
Angled Lifters: Diagonally positioned to accommodate angled undercuts in the molded part.
Rotating Lifters: Designed to rotate the molded part during ejection, suitable for threaded or spiral features.
Cam Lifters: Utilized for complex shapes, they rotate and lift simultaneously to release the part.
Injection Molding Lifter Design Standards
For an injection molding lifter to function as intended, meeting certain standards and requirements is crucial. These include:
Minimum Draft Angle:
All shut-off surfaces must have a minimum of 3 degrees draft in the direction of slide travel unless specifically requested by the customer.
Two-Angle Pins:
Slide designs must incorporate two-angle pins that exceed 7 inches in length.
Difference between Angle Pin and Back Wedge:
The difference between the angle pin and the back wedge must be at least three degrees.
Back Wedge Design:
The back wedge must be designed to resist injection pressure by backing up the entire molding surface. For double-wedge designs, consideration should be given to the lifter’s capacity for large molding surfaces.
Clearance between Slide Detail and Molded Part: A clearance of at least 1.2 inches must exist between the slide detail and the molded part when the slide is in the back area.
Ejection Placement:
No ejection should be positioned underneath the slide detail, unless specifically requested by the customer in writing. If requested, the switches must be limited to the maximum movements of the ejector.
Deep Rib Details:
Every deep rib detail should be sub-inserted to ensure efficient venting.
Slide Faces and Springs:
Slides with flat faces engaging the cavity in the slide’s travel direction must be equipped with face-loaded or external springs to prevent galling.
Slide Material Hardness:
The slide material should have a minimum hardness difference of about 6 points (RcC) compared to the Gib material.
Slide Foot Length:
The total length of the slide foot should be 50% of the overall height of the entire slide.
Material Considerations in Lifter Design
Material considerations play a crucial role in the design of lifters for injection molding. Here are some key factors to consider:
1.Material Strength:
Choose materials with sufficient strength to withstand the forces and stresses during molding and ejection.
2. Wear Resistance:
Select materials with high wear resistance to ensure long-lasting performance and reduced maintenance.
3. Heat Resistance:
Opt for materials that can withstand high temperatures, as injection molding involves molten plastic at elevated temperatures.
4. Dimensional Stability:
Use materials with excellent dimensional stability to maintain precise lifter movements and avoid part defects.
5. Corrosion Resistance:
Consider materials that are resistant to corrosion, especially when exposed to certain molding materials or conditions.
6. Surface Finish:
Select materials with a smooth surface finish to minimize friction and improve lifter functionality.
7. Cost Consideration:
Balance the cost of materials with their performance to ensure cost-effectiveness in the overall molding process.
Common Challenges and Troubleshooting of Injection Molding Lifter
Injection molding lifters can also present certain challenges that need to be addressed for smooth operation and high-quality part production. Here are some common challenges related to injection molding lifters and their respective troubleshooting methods:
Binding or Sticking:
One of the primary challenges with lifters is their potential to bind or stick during movement. This issue can arise due to inadequate lubrication, improper alignment, or excessive wear and tear.
Troubleshooting:
Regularly inspect and maintain lifters to ensure proper lubrication and alignment. Replace worn-out components promptly to avoid binding issues.
Wear and Tear:
Continuous usage of lifters can lead to wear and tear of their components over time, affecting their performance and longevity.
Troubleshooting:
Use high-quality materials for lifter components and follow a routine maintenance schedule to replace worn parts.
Inconsistent Part Ejection:
Improper lifter design or setup can result in inconsistent part ejection, leading to defects or dimensional inaccuracies in molded parts.
Troubleshooting:
Review the lifter design and setup, ensuring they are optimized for smooth and consistent part ejection. Adjust lifter clearance and travel as needed.
Lifter Marking:
Lifters can sometimes leave visible marks or blemishes on the surface of molded parts, affecting their aesthetics.
Troubleshooting:
Optimize lifter geometry and material to minimize their impact on the part surface. Adjust lifter force and position to reduce marking.
Interference Issues:
In complex molds with multiple lifters, there might be instances of lifter interference, where lifters impede each other’s movement.
Troubleshooting:
Carefully plan the lifter arrangement during mold design to avoid interference. Ensure proper clearance and coordination between lifters.
Warping and Dimensional Inaccuracies:
Incorrect lifter design or excessive force application can lead to part warping or dimensional inaccuracies.
Troubleshooting:
Analyze the lifter’s role in the ejection process and its impact on part geometry. Adjust the lifter design to minimize warping and dimensional variations.
By addressing these common challenges and applying effective troubleshooting techniques, manufacturers can optimize the performance of injection molding lifters, ensuring efficient production and high-quality molded parts.
Alternatives to Mold Lifters
There are alternative methods to achieve the functions typically performed by a mold lifter in injection molding. Some of the common alternatives include:
Mechanical Ejection:
Instead of using a dedicated mold lifter, the mold design can incorporate mechanical ejection features, such as ejector pins or ejector sleeves. These mechanical components can be strategically placed in the mold to push the molded part out when the mold opens.
Air Ejection:
Air ejection is another method where compressed air is used to blow the molded part out of the mold cavity when the mold opens. This can be achieved by incorporating air channels or jets in the mold design.
Hydraulic or Pneumatic Core Pull:
For molds with complex shapes or internal undercuts, hydraulic or pneumatic core pulls can be used to move specific mold components to release the molded part. These core pulls create space for the part to be removed from the mold.
Collapsible Core Technology:
In some cases, collapsible core technology can be employed. Collapsible cores allow the mold to create complex shapes that can be collapsed or withdrawn to release the molded part.
Robotic Automation:
In advanced injection molding setups, robotic arms or automation systems can be used to remove the molded parts from the mold, eliminating the need for a dedicated mold lifter.
The choice of an alternative method depends on the complexity of the injection-molded part, the specific mold design, production requirements, and the available resources and technologies. Each alternative may have its advantages and limitations, and it’s essential to select the most suitable solution for the specific injection molding application.
Conclusion
In conclusion, injection molding lifters and sliders are essential for producing intricate molded parts. Adhering to design standards, troubleshooting challenges, and exploring alternative methods ensure efficient and high-quality injection molding processes. Their continuous development contributes to enhanced plastic injection molding and precision in producing complex plastic parts.

